Blog
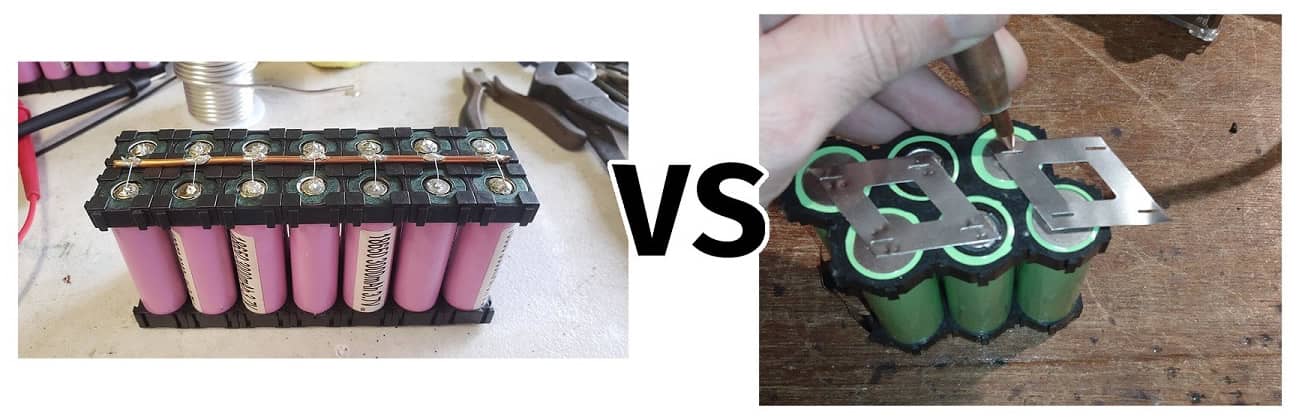
Spot Welding vs. Soldering Lithium Batteries: Which Method Should You Use?
2026-05-12 | Calvin
Quick answer: Spot welding is the superior method for most lithium battery applications. It produces lower-resistance connections (0.1–0.5 mΩ), generates minimal heat, and creates bonds strong enough to withstand vibration and mechanical stress. Soldering is a viable fallback for small-scale or DIY work where a spot welder isn't available — but it requires careful technique to avoid heat-related cell damage.
The right choice depends on your application, battery chemistry, and production scale. This guide covers everything you need to make that decision — including the technical specs, safety considerations, and a complete use-case.
What Is Spot Welding for Lithium Batteries?
Spot welding (also called resistance welding) joins metal tabs — typically nickel strips — to battery cell terminals by passing a high-current electrical pulse through two electrodes pressed against the joint. The resistance at the contact point generates intense, localized heat that fuses the metals together in milliseconds, without using any filler material.
How the Process Works
- Prepare the cell terminals — clean contact surfaces with isopropyl alcohol to remove oxidation or contamination.
- Position the nickel strip — align it flat across the cell terminals with no gaps or air pockets.
- Set your welder parameters — adjust pulse time and current for your strip thickness and cell type (see specs below).
- Apply the electrodes — press both electrode tips firmly onto the nickel strip, spaced 3–6 mm apart.
- Trigger the pulse — a short burst of high current (typically 800–2,000 A) fuses the strip to the cell cap.
- Inspect the weld — perform a visual check and tug test; use a multimeter to verify resistance.
Critical Spot Welding Parameters
| Parameter | Typical Range | Notes |
|---|---|---|
| Pulse duration | 1–10 ms | Shorter = less heat transfer to cell |
| Peak current | 800–2,000 A | Depends on nickel strip thickness |
| Electrode gap | 3–6 mm | Wider gap = larger weld nugget |
| Target joint resistance | 0.1–0.5 mΩ | Verify with a milliohm meter |
| Nickel strip thickness | 0.1–0.3 mm | Pure nickel (≥99.6%) preferred |
| Weld spacing | 5–8 mm per weld point | Multiple welds per tab increase strength |
A properly executed spot weld achieves a joint resistance of 0.1–0.5 mΩ — significantly lower than a soldered joint, which typically measures 1–5 mΩ depending on solder alloy and technique. That difference matters in high-current applications where resistance losses generate heat and reduce efficiency.
Advantages of Spot Welding
- Lowest possible joint resistance — fused metal-to-metal contact outperforms solder's conductive alloy.
- Minimal heat transfer to the cell — the pulse lasts milliseconds, so thermal energy doesn't penetrate the cell casing.
- Permanent, vibration-resistant bond — ideal for EVs, power tools, and any application with mechanical stress.
- Repeatable at scale — automated spot welding is the backbone of commercial battery pack manufacturing.
- No filler material — the joint is pure nickel and cell cap metal, with no alloy to corrode or crack over time.
Limitations of Spot Welding
- Equipment cost — entry-level DIY welders start at $20–$80; prosumer models run $150–$400; industrial systems cost thousands.
- Electrode access required — both electrode tips must physically contact the surface, which limits use in enclosed or complex geometries.
- Learning curve for settings — too little current produces a cold weld; too much punches through the strip. Getting parameters right takes practice.
- Not suitable for all materials — copper tabs require higher current than nickel and are harder to weld consistently; aluminum is largely incompatible.
What Is Soldering for Lithium Batteries?
Soldering melts a metal alloy (solder) onto the joint using a heated iron, creating a conductive bridge between the battery terminal and the connecting tab or wire. It's been used for decades in electronics and remains accessible to anyone with basic tools.
How the Process Works
- Clean the surface — remove oxidation from the battery terminal with fine sandpaper or a fiberglass pen; contamination prevents adhesion.
- Apply flux — rosin flux improves solder flow and wetting; it's critical for getting solder to adhere to battery terminals.
- Tin the iron tip and the joint — pre-tin both the soldering iron tip and the terminal surface before joining.
- Heat quickly and solder fast — touch the iron to the joint, feed solder in, and remove both within 2–3 seconds maximum.
- Allow full cooling — don't disturb the joint for 10–15 seconds; premature movement creates a cold solder joint.
- Inspect — a good joint is shiny and smooth; a dull or granular surface indicates a cold or contaminated joint.
Key Soldering Specifications
| Parameter | Recommended Value | Notes |
|---|---|---|
| Iron temperature | 350–380°C (660–716°F) | Higher temp = faster, less total heat transfer |
| Contact time on cell | ≤ 2–3 seconds | Exceeding this risks internal cell damage |
| Solder alloy | 60/40 Sn/Pb or SAC305 (lead-free) | 60/40 wets faster; SAC305 for RoHS compliance |
| Flux type | Rosin (non-corrosive) | Avoid water-soluble flux on battery terminals |
| Iron wattage | 60–80 W minimum | Under-powered irons stay on the joint longer — worse outcome |
Why Short Contact Time Is Non-Negotiable
Lithium battery cells have a thin metal casing (typically 0.2–0.3 mm steel or aluminum) that conducts heat directly to the internal electrodes and electrolyte. Sustained heat above 60–80°C at the cell surface can:
- Degrade the SEI (solid-electrolyte interphase) layer, permanently reducing capacity.
- Cause localized separator shrinkage, increasing short-circuit risk.
- In severe cases, trigger electrolyte vaporization and cell venting.
This is why soldering lithium batteries — while possible — demands proper technique. A fast, high-temperature iron applied briefly is paradoxically safer than a cool iron held in contact for 5+ seconds.
Advantages of Soldering
- No specialized equipment — a quality soldering iron ($30–$100) is all you need.
- Flexible application — can reach inside enclosures and join components in any orientation.
- Reworkable — solder joints can be reflowed and corrected; spot welds are permanent.
- Works with copper and aluminum (with the right flux) — materials that spot welding handles poorly.
- Suitable for wire connections — when attaching flexible leads directly to cell terminals, soldering often outperforms welding.
Limitations of Soldering
- Higher joint resistance — solder alloys conduct less efficiently than fused nickel, increasing resistive losses under high current.
- Heat risk — any deviation in technique (wrong iron, slow movement, cold surface) extends the contact time and risks cell damage.
- Lower mechanical strength — solder joints are more susceptible to vibration fatigue and thermal cycling; they can crack over time in mobile applications.
- Oxidation and aging — lead-free solder alloys can develop tin whiskers and oxidation over years, degrading conductivity.
Spot Welding vs. Soldering: Direct Comparison
| Aspect | Spot Welding | Soldering |
|---|---|---|
| Joint resistance | 0.1–0.5 mΩ (excellent) | 1–5 mΩ (acceptable for low-drain) |
| Heat exposure to cell | < 50°C, < 10 ms | 60–100°C+, 2–5 seconds |
| Mechanical strength | Very high; vibration-resistant | Moderate; can crack under stress |
| Equipment cost | $20–$400+ | $30–$100 |
| Skill requirement | Moderate (settings critical) | Moderate (speed critical) |
| Reworkability | No — permanent bond | Yes — reheatable |
| Best for | Pack manufacturing, EV, power tools | Prototypes, wire joints, repairs |
| Production speed | Milliseconds per weld | 10–30 seconds per joint |
| Material compatibility | Nickel, some steel | Nickel, copper, aluminum |
Battery Chemistry × Connection Method Compatibility
Different battery chemistries have different heat tolerances and terminal materials, which directly affects which joining method is safer:
| Battery Chemistry | Preferred Method | Reason |
|---|---|---|
| LiFePO4 (LFP) | Spot welding | Steel or aluminum terminals; excellent heat tolerance |
| NMC / NCA (Li-ion) | Spot welding strongly preferred | Nickel-plated steel caps; more heat-sensitive chemistry |
| LiPo (pouch cells) | Soldering with extreme care | Aluminum tabs require special solder; heat risk is high |
| NiMH | Either method | More heat-tolerant; terminals accept both |
| Li-SOCl2 (primary) | Soldering only | These cells cannot be spot-welded; internal pressure risk |
For lithium polymer (LiPo) pouch cells specifically, the aluminum tabs require acid-based flux for proper solder adhesion — and that flux must be thoroughly cleaned afterward to prevent corrosion. Spot welding LiPo tabs is possible with specialized aluminum-compatible welders but is outside the capability of most DIY equipment.
Use-Case Decision: Which Method for Your Application?
| Application | Recommended Method | Why |
|---|---|---|
| EV / e-bike battery pack | Spot welding | High current (30–100 A continuous); vibration; long cycle life required |
| Power bank (DIY 18650) | Spot welding | Most practical; DIY kits work fine for this scale |
| RC car / drone battery | Spot welding | Vibration and discharge rate demand low-resistance joints |
| Power tool battery rebuild | Spot welding | High-drain cells need sub-1 mΩ connections |
| Prototype / single cell test | Soldering | Quick and reworkable; low current means resistance isn't critical |
| Wire lead attachment | Soldering | Spot welding can't join stranded wire to a terminal |
| Tablet / laptop battery repair | Soldering (carefully) | Confined space; low current; reworkability is an advantage |
| Medical device battery | Spot welding | Reliability requirements; no flux contamination risk |
Safety Considerations
Spot Welding Safety
- Eye protection is mandatory — even brief arcs can cause retinal damage; use safety glasses rated for welding.
- Fire risk — nickel strip and loose metal debris can ignite nearby flammable materials; clear your workspace.
- High current hazard — industrial welders deliver thousands of amps. Never touch the electrode circuit while the machine is armed.
- Cell damage from over-welding — too many welds on the same terminal spot (more than 2–3 attempts) increases cumulative heat. If you miss a weld, move to a new spot on the strip.
Soldering Safety
- Flux fumes — rosin flux smoke is an irritant and potential sensitizer with long-term exposure. Work in a ventilated area or use a fume extractor.
- Thermal runaway risk — overheating a lithium cell can cause venting (acrid, toxic electrolyte vapor) or, in severe cases, thermal runaway. If a cell gets hot to the touch during soldering, stop immediately and move it to a fireproof surface.
- Lead exposure — if using leaded solder (60/40), wash hands after every session and don't eat or drink at the workbench.
- Never solder a fully-charged cell — at lower state of charge (20–50% SoC), the thermal consequences of an accidental short or venting event are significantly reduced.
Weld Quality Testing: How to Know if Your Connection is Good
Tug Test
Gently pull the nickel strip perpendicular to the cell terminal. A solid spot weld will not delaminate — the strip should tear before the weld releases. If the strip peels cleanly at the weld point, the weld was cold (insufficient current or contact pressure).
Resistance Measurement
Use a milliohm meter or a four-wire resistance measurement. A properly welded joint on 0.15 mm pure nickel strip should read 0.1–0.3 mΩ. Values above 1 mΩ indicate a poor weld or incorrect strip material (plated steel reads much higher than pure nickel).
Visual Inspection
The weld nugget should be smooth, slightly recessed (a small dimple), and uniformly shaped. Jagged edges, splatter, or burn marks indicate excessive current. No visible mark at all means insufficient current — the strip didn't fuse.
Frequently Asked Questions
Is spot welding safer than soldering for lithium batteries?
Yes, for two reasons. First, the thermal exposure to the cell is orders of magnitude shorter (< 10 ms vs. 2–5 seconds). Second, there's no risk of flux contamination inside the battery enclosure. If done correctly, spot welding is the safer method by a significant margin.
Can I solder 18650 batteries without damaging them?
Yes, but the technique matters more than almost anything else. Use a high-wattage iron (at least 60 W), tin the surface first, and keep contact time under 2–3 seconds. Pre-warming the terminal slightly reduces the time needed to flow solder. Never solder the negative terminal (bottom) of a cylindrical cell — that area is closest to the internal jelly roll and most sensitive to heat.
What is the resistance difference between spot welding and soldering?
A spot-welded joint on pure nickel strip typically measures 0.1–0.5 mΩ. A soldered joint typically measures 1–5 mΩ depending on solder alloy, surface preparation, and joint geometry. For a 20-cell pack in series with 20 joints, this difference can mean 20–100 mΩ additional internal resistance — which shows up as heat and voltage sag under load.
What nickel strip should I use for spot welding?
Use pure nickel strip rated ≥99.6% purity, not nickel-plated steel. Plated strip has significantly higher resistance and is harder to weld consistently. For most 18650 and 21700 battery packs, 0.15–0.2 mm thickness is the sweet spot: thick enough for current handling, thin enough for reliable welding with prosumer equipment.
Is spot welding suitable for LiFePO4 batteries?
Yes. LFP cells use steel or aluminum terminals that weld well with nickel strip. LFP chemistry is also less reactive than NMC or NCA, making it slightly more forgiving of imperfect technique. LFP is widely used in DIY solar storage projects where spot welding is the standard assembly method.
When does soldering make more sense than spot welding?
Soldering is the better choice when: (1) you need to attach stranded wire leads directly to cell terminals; (2) you're working in a space too confined for electrode access; (3) you need a reworkable joint for a prototype; or (4) you're working with copper or aluminum tabs that standard spot welders can't handle.
Conclusion
Spot welding produces stronger, lower-resistance, and thermally safer connections for lithium battery assembly. It's the right choice for any application where current demand, vibration, or long-term reliability matters — which covers the vast majority of real-world battery packs.
Soldering isn't obsolete. For wire terminations, prototype work, repairs, and confined-space applications, it remains the practical solution. The key is understanding why the methods differ — not just that they do — so you can make the right call for your specific situation.
Choose spot welding when: building any pack that will see significant current, vibration, or needs to last years in service.
Choose soldering when: attaching flexible leads, working in confined spaces, building one-off prototypes, or when a spot welder simply isn't available — and only with careful heat management.
Technical specifications referenced in this article are based on industry-standard battery assembly practices. Always verify parameters for your specific cell manufacturer's recommendations and follow relevant safety standards for your region.
- Next:How to Calculate Battery Run Time: The Complete Guide (2026)
- Previous:How to Configure 3.2V LiFePO4 Cells to Build 12V, 24V & 48V Battery Packs: The Complete DIY Guide
Contact Details
Lithium LiFePO4 Batteries and Lithium LiFePO4 Cells Supplier - LiFePO4 Battery Shop
Contact Person: Miss. Elena Wang
WhatsApp : +8615263269227
Skype : +8615263269227
WeChat :15263269227
Email : info@lifepo4batteryshop.com
All Products
- TC Elcon Charger (0)
- Headway Lithium Battery (6)
- Blade Battery (10)
- Semi Solid State Battery (6)
- A123 Battery (6)
- Sinopoly Battery (7)
- GBS Battery (16)
- CALB Battery (25)
- Cylindrical Cell (9)
- Energy Storage System (0)
- Battery Management System (15)
- Sodium ion Battery Cell (4)
- Lithium Titanate Battery (22)
- Ternary Lithium Battery Cell (12)
- REPT Battery (10)
- BYD Battery (5)
- CATL Battery (15)
- Thunder Sky Winston Battery (26)
- EVE Battery (35)
- LiFePO4 Battery Cell (17)
Certification


Customer Reviews
- I have fond memories of our meeting in Shanghai with LiFePO4 Battery Shop Elena. Your company left a strong impression on me with its impressive growth and professionalism. We both value straightforwardness and honesty, which I believe are the most important qualities in any partnership. I am confident that we can build a successful collaboration based on these shared values. —— Robert from USA
- I've been working with LiFePO4 Battery Shop for years, and their reliability is unmatched. While other suppliers frequently change sales teams, LiFePO4 Battery Shop has consistently provided exceptional service with a stable team. Their commitment to quality and customer support truly sets them apart. —— Henry from Australia
